
Изостряне (част 2)
В тази статия ще представим параметрите на заточване, някои мерки за безопасност по време на заточване и как можем да увеличим издръжливостта на острието и да намалим честотата на заточване.
Профилът на зъбите се избира според приложението:
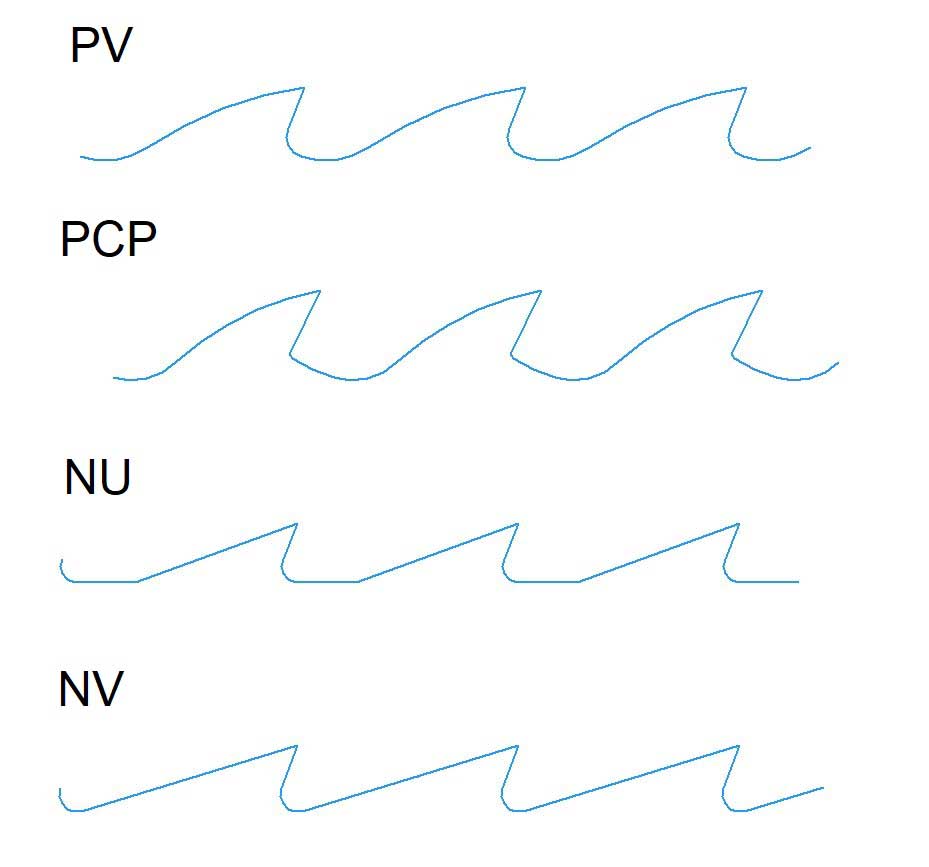 за мека дървесина се препоръчва профил тип PV, който осигурява добро уплътняване на стружките;
за мека дървесина се препоръчва профил тип PV, който осигурява добро уплътняване на стружките;- за твърда дървесина предлагаме профил тип PCP, който осигурява добро отстраняване на стърготини;
- за ламелни платна ви съветваме да използвате профилите NU и NV.
Основните характеристики на профила на зъбите са:
- ъгъл на атака;
- височина на зъбите;
- стъпка на зъбите;
- ъгълът на задната част на зъба;
- радиус на междината на зъба.
От наша гледна точка най-важните параметри и това, което клиентът трябва да вземе предвид при заточване на остриетата, е ъгълът на атака, който се избира с 4-5 градуса по-висок за меката есенция, отколкото за твърдата есенция и може да има стойности между 10-35 градуса в зависимост от ширината на лентовите триони.
На практика може да се наблюдава неправилен ъгъл на атака при движение на ножа върху маховика по време на рязане. Как точно? Ако ъгълът е твърде малък, тогава лентовият трион има тенденция да влезе в маховика, а ако ъгълът е твърде голям, тогава лентовият трион има тенденция да излезе от маховика.
Височината на зъба е най-важният параметър, който влияе върху качеството на рязане, както и върху издръжливостта на острието. Този параметър определя размера на междината на зъбите, което от своя страна има голямо влияние върху отстраняването на дървени стърготини
По този начин твърде малка междина на зъбите не позволява правилното отстраняване на стърготини, поради голямото количество стърготини, които се появяват по време на рязане. Това се вижда най-добре, като поставите стърготините върху отсеченото дърво. По-високата височина на зъбите и твърде голямото разстояние между зъбите помагат за правилното отстраняване на стърготините, от друга страна, увеличават риска от огъване или счупване на зъба по време на рязане, особено през зимата, когато дървото е замръзнало.
Стъпката на зъба се избира в зависимост от вида дървесина, която се реже, размера на трупите или височината на рязане, скоростта на острието и количеството напред/желаната скорост на рязане.
Познавайки тези параметри, можем точно да определим оптималната стъпка на лентовите триони.
Скоростта на камъка при заточване на тела с керамично свързващо вещество трябва да бъде около 32 m/s, а за дискове с Borazon около 40 m/s.
За по-добро качество на заточване и висока производителност могат да се избират различни скорости на заточване. Така на гърдите и в кухината на зъба е за предпочитане по-ниска скорост, за да се получи възможно най-гладка повърхност, а на гърба на зъба могат да се използват по-високи скорости.
Финото заточване във вдлъбнатината на зъба значително намалява риска от пукнатини.
Тези настройки могат да бъдат направени особено при високопроизводителни заточващи машини, съответно такива с цифрово управление с ЦПУ.
Подробноститук.
При Metamob заточването се извършва на автоматични CNC заточващи машини и се извършва по цялата повърхност на профила на зъбите, като кинематиката на движенията по време на заточването допринася за получаването на еднакви зъби с гладка повърхност и добре заточени ръбове.
Броят на заточванията зависи от степента на износване на острието. Трябва да се обърне внимание на прекомерните добавки за заточване, които могат да причинят прегряване и втвърдяване на материала в кухината на зъба, съответно появата на мартензит в кухината на зъба, което е основната причина за пукнатини.
По време на заточването, поради износването на камъка, той променя формата си и периодично трябва да се коригира с помощта на тоалетна. Тази корекция на камъка има ролята не само да върне камъка в първоначалната му форма, но и да освежи срезовете на абразивните гранули.
На нашия уебсайт можете да намерите информация зашлифовъчни камъни.
Това са техническите части, свързани със заточването, но както при всеки работен процес, трябва да вземете мерки за безопасност и по време на заточването. За да се гарантира защитата на работещите срещу опасностите, на които са изложени, те трябва да бъдат оборудвани със защитни средства.
Индивидуалните предпазни средства включват:
- работни гащеризони и защитни обувки;
- защита на слуха и предпазни очила;
- ръкавици и предпазна маска.
Преди започване на работа операторът проверява състоянието на машината, контролните устройства (пуск-стоп и промяна на посоката на движение), наличието и състоянието на защитните устройства.
Оставихме зад себе си въпроса, който представлява най-голям интерес: Как можем да увеличим издръжливостта на рязане и имплицитно производителността?
За да се намали честотата на заточване и да се запазят зъбите на острието в оптимална форма за по-дълго време, препоръчваме използването на остриета със стелитни зъби, тъй като те са по-издръжливи.
Ножовете за лентови триони за рязане на трупи със звездовидни зъби са остриета, на които на върха на зъбите е нанесена сплав, наречена стелит*, базирана на кобалт, която има повишена устойчивост на износване и същевременно позволява по-високи скорости на рязане.
Тези лентови триони се избират в следните случаи:
- когато се наблюдава увеличаване на времето за рязане на острието между две заточвания;
- когато качеството (грапавостта) на получената дървена повърхност е много важно;
- при рязане на твърди дървесни есенции;
- когато се цели загубата на дървени стърготини да е малка;
- при рязане на замръзнала дървесина.
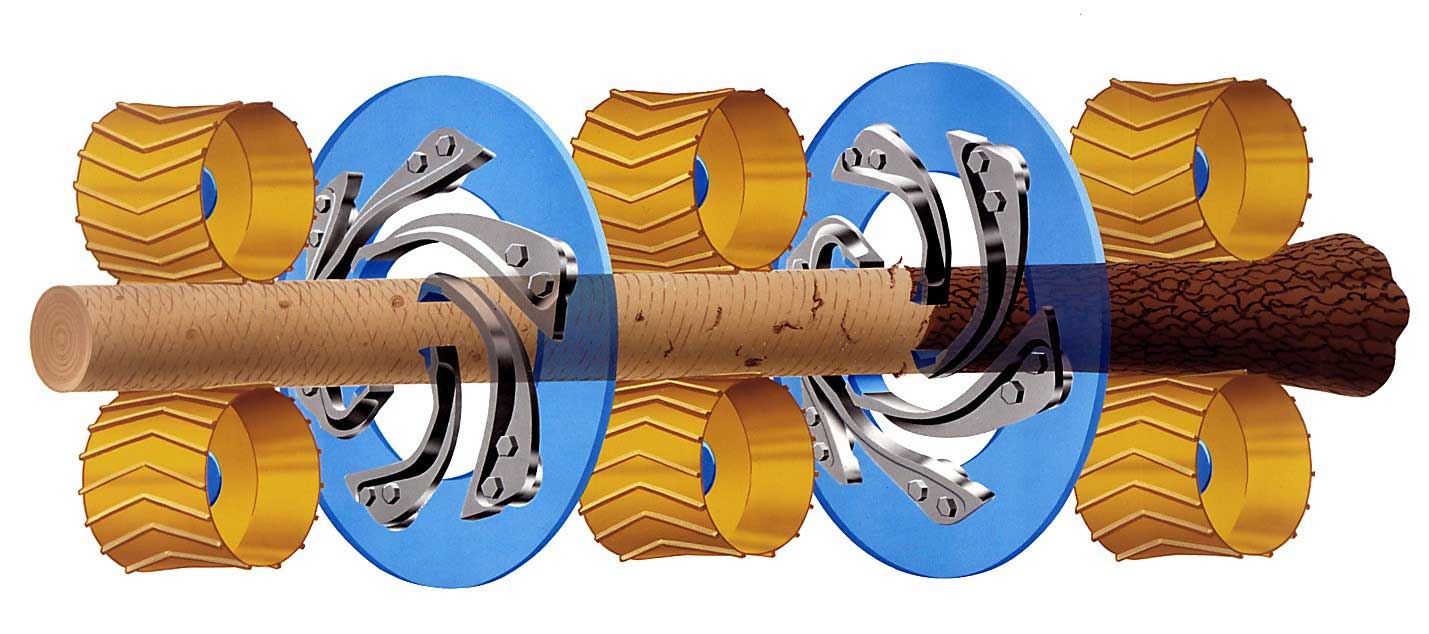
Но най-важният елемент, който увеличава издръжливостта на триона, еобелване на дънера. Известно е, че кората на дърветата съдържа твърди частици, като се започне от много фин пясък и се стигне до камъчета, кал, които в процеса на растеж на дървото се включват в кората и влияят пряко върху рязането както когато зъбът влиза в дънера, така и когато излиза. За да се избегнат тези проблеми е необходимо да се обелят трупите, което може да стане ръчно или със специални машини.
Ако това все още не е възможно, препоръчително е поне да измиете трупа от отлагания и да използвате предварителни фрези, които премахват кората на трупа преди острието на триона.
По-долу е описано как работи професионалната белачка. Въпреки че инвестицията в такова устройство е значителна, ползите също са пропорционални. Възможно е да се удвои или утрои времето за рязане на острието между две заточвания и значително да се намали повредата на остриетата. За да се сведат до минимум щетите по лентовите триони, се препоръчва да се инсталира металотърсач в линията, особено ако трупите идват от райони, където са се водили битки през Втората световна война.
Знаете ли, че?
Звездообразното острие на лентов трион може да бъде заточено отново приблизително 8 - 12 пъти, след което е необходимо ново звездообразно острие. Броят на презаточванията зависи много от условията на рязане: колко чист е трупът, броя на работните часове между две заточвания, същността на отсеченото дърво, производителността на машината за заточване и др.
Хареса ли ви тази статия?Абонирайте се за бюлетинаи ще получавате най-новите материали по имейл веднъж месечно. Можете да ни намерите и във Facebook!

Контакт
Адрес:440122, Сату Маре, Аурел Влаику 102-106, Румъния
Телефон:+ 40-261-711511
Електронна поща:metamob@metamob.ro