
Teroitus (osa 2)
Tässä artikkelissa esittelemme teroitusparametrit, joitain turvatoimenpiteitä teroituksen aikana ja miten voimme lisätä terän kestävyyttä ja vähentää teroitustiheyttä.
Hammasprofiili valitaan sovelluksen mukaan:
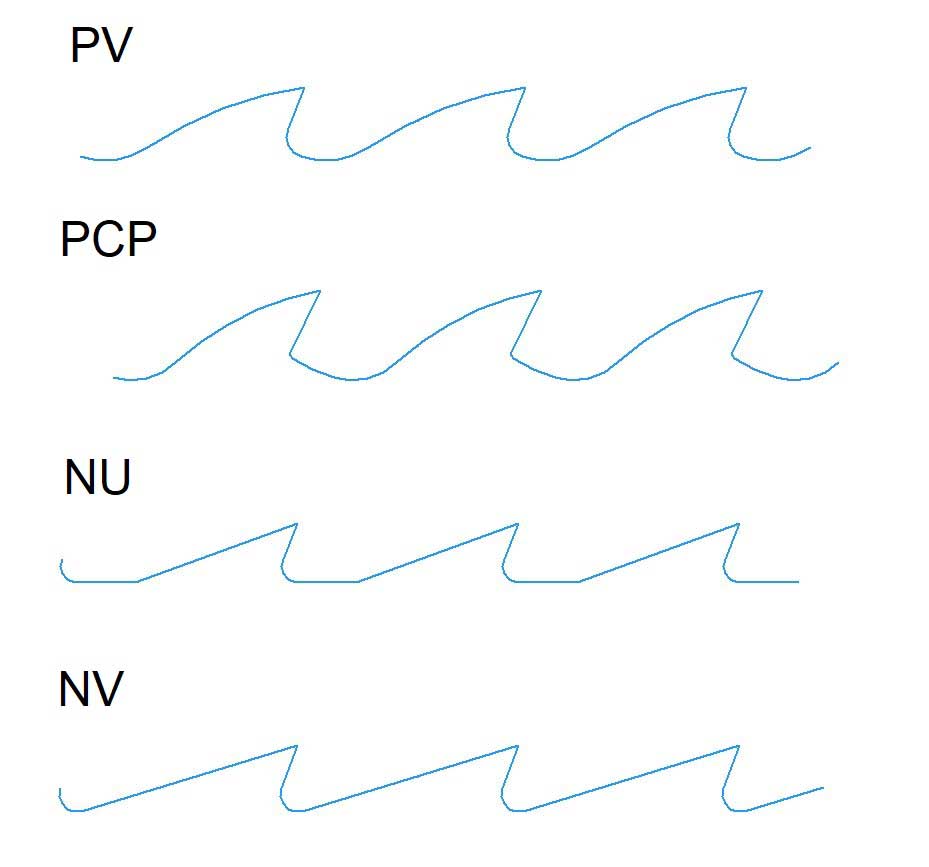 pehmeälle puulle suositellaan PV-tyyppistä profiilia, joka varmistaa hyvän lastun tiivistymisen;
pehmeälle puulle suositellaan PV-tyyppistä profiilia, joka varmistaa hyvän lastun tiivistymisen;- lehtipuulle suosittelemme PCP-tyyppistä profiilia, joka varmistaa hyvän sahanpurun poiston;
- Sälekankaille suosittelemme NU- ja NV-profiilien käyttöä.
Hammasprofiilin tärkeimmät ominaisuudet ovat:
- hyökkäyskulma;
- hampaiden korkeus;
- hammasväli;
- hampaan takaosan kulma;
- hammasvälin säde.
Meidän näkökulmastamme tärkeimmät parametrit ja se, mitä asiakkaan tulee ottaa huomioon terien teroittamisessa, on kohtauskulma, joka valitaan pehmeälle esanssille 4-5 astetta korkeammaksi kuin kovalle essenssille ja jonka arvot voivat olla välillä 10-35 astetta vannesahan terien leveydestä riippuen.
Käytännössä virheellinen kohtauskulma voidaan havaita siirtämällä terää vauhtipyörässä leikkauksen aikana. Miten tarkalleen? Jos kulma on liian pieni, vannesaha pyrkii menemään vauhtipyörän sisään ja jos kulma on liian suuri, vannesaha taipumus irrota vauhtipyörästä.
Hampaan korkeus on tärkein parametri, joka vaikuttaa leikkauksen laatuun sekä terän kestävyyteen. Tämä parametri määrittää hammasvälin koon, jolla puolestaan on suuri vaikutus sahanpurun poistoon
Näin ollen liian pieni hammasväli ei mahdollista sahanpurun oikeaa poistamista, koska sahauksen aikana ilmaantuu suuri määrä sahanpurua. Tämä näkyy parhaiten asettamalla sahanpuru leikatun puun päälle. Korkeampi hampaiden korkeus ja liian suuri hammasväli auttavat poistamaan sahanpurun oikein, toisaalta se lisää hampaan taipumisen tai murtumisen riskiä sahauksen aikana, etenkin talvella, kun puu on jäässä.
Hampaan nousu valitaan sahattavan puulajin, puun koon tai leikkuukorkeuden, terän nopeuden ja etenemismäärän/halutun leikkuunopeuden mukaan.
Kun tiedämme nämä parametrit, voimme tarkasti määrittää vannesahan terien optimaalisen nousun.
Kiven nopeuden kappaleiden teroittamisessa keraamisella sideaineella tulee olla noin 32 m/s ja Borazonilla varustetuissa kiekoissa noin 40 m/s.
Parempaa teroituslaatua ja korkeaa tuottavuutta varten voidaan valita erilaisia teroitusnopeuksia. Siten rinnassa ja hampaan onkalossa on parempi käyttää alhaisempaa nopeutta mahdollisimman tasaisen pinnan saamiseksi ja hampaan takaosassa voidaan käyttää suurempia nopeuksia.
Hieno teroitus hampaan ontelossa vähentää huomattavasti halkeamien riskiä.
Nämä säädöt voidaan tehdä erityisesti korkean suorituskyvyn teroituskoneilla tai vastaavasti CNC-numeerisella ohjauksella.
Yksityiskohdattässä.
Metamobissa teroitus tehdään automaattisilla CNC-teroittajilla ja se tehdään koko hampaiden profiilin pinnalle, ja teroituksen aikana tapahtuvien liikkeiden kinematiikka myötävaikuttaa tasaisten hampaiden saamiseen tasaisella pinnalla ja hyvin teroittuneilla reunoilla.
Teroituskertojen määrä riippuu terän kulumisasteesta. On kiinnitettävä huomiota liiallisiin teroituslisäyksiin, jotka voivat aiheuttaa materiaalin ylikuumenemista ja kovettumista hammasontelossa, vastaavasti martensiitin ilmaantumista hammasonteloon, mikä on pääasiallinen halkeamien aiheuttaja.
Teroituksen aikana kiven kulumisen vuoksi se muuttaa muotoaan ja sitä on ajoittain korjattava lipaston avulla. Tämän kiven korjauksen tehtävänä on paitsi palauttaa kiven alkuperäiseen muotoonsa, myös virkistää hiomarakeiden leikkauksia.
Sivuiltamme löydät tietoa mmhiomakiviä.
Nämä ovat teroittamiseen liittyviä teknisiä osia, mutta kuten kaikissa työprosesseissa, myös teroituksen aikana on noudatettava turvatoimia. Työntekijöiden suojan varmistamiseksi vaaroilta, joille he ovat alttiina, on heillä oltava suojavarusteet.
Henkilökohtaiset suojavarusteet sisältävät seuraavat:
- työhaalarit ja suojakengät;
- kuulosuojaimet ja suojalasit;
- käsineet ja suojanaamari.
Ennen työn aloittamista kuljettaja tarkastaa koneen kunnon, ohjauslaitteet (käynnistys-pysäytys ja liikesuunnan vaihto), suojalaitteiden olemassaolon ja tilan.
Olemme jättäneet taaksemme eniten kiinnostavan kysymyksen: Miten voimme lisätä leikkauksen kestävyyttä ja implisiittisesti tuottavuutta?
Teroitustiheyden vähentämiseksi ja terän hampaiden pitämiseksi optimaalisessa muodossa pidempään suosittelemme teriä, joissa on stellite hampaat, koska ne ovat kestävämpiä.
Vannesahanterät tähtihampaisten hirsien leikkaamiseen ovat teriä, joihin hampaiden kärkeen levitetään kobolttipohjaista metalliseosta, jonka kulutuskestävyys on kasvanut ja samalla mahdollistaa suuremmat leikkausnopeudet.
Nämä vannesahanterät valitaan seuraavissa tapauksissa:
- kun havaitaan terän leikkausajan pidentymistä kahden teroituksen välillä;
- kun tuloksena olevan puupinnan laatu (karheus) on erittäin tärkeä;
- kun leikkaat kovia puuesanssia;
- kun pyritään siihen, että sahanpurun hävikki on pieni;
- jäätynyttä puuta sahattaessa.
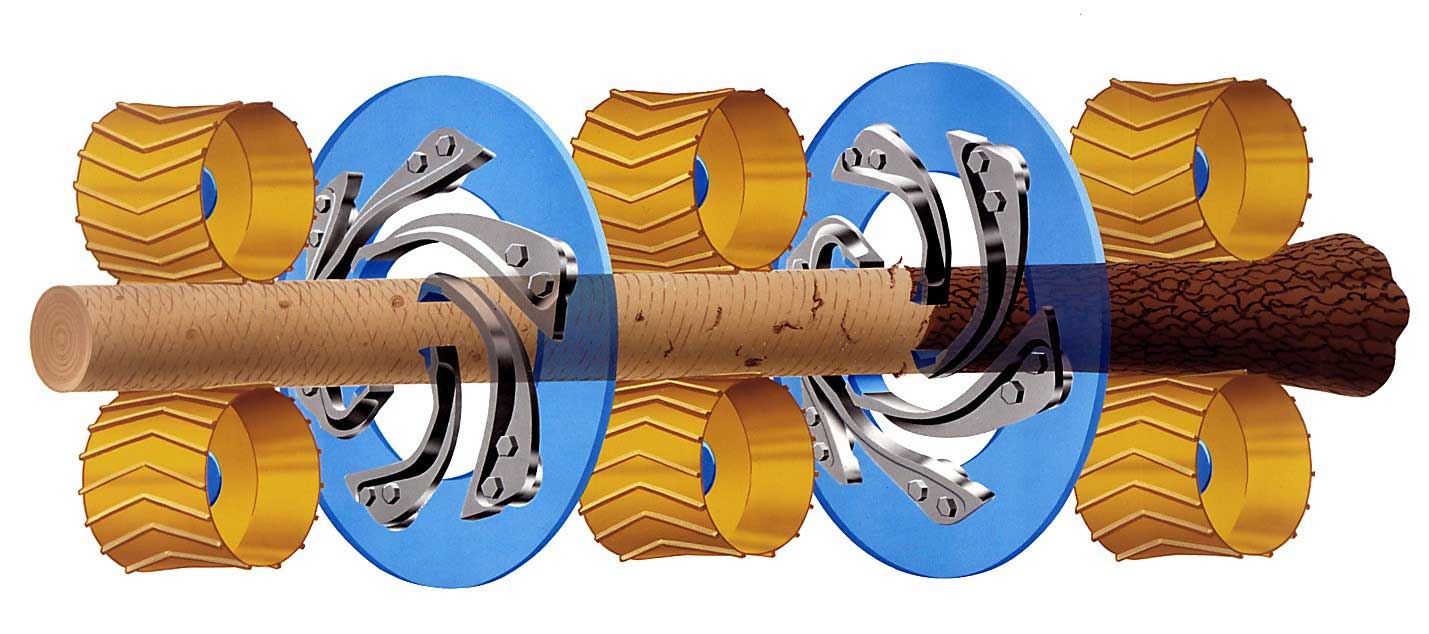
Mutta tärkein sahan kestävyyttä lisäävä elementti ontukin kuoriminen. Tiedetään, että puiden kuori sisältää kovia hiukkasia alkaen erittäin hienosta hiekasta kiviin, mudaan, joka puun kasvuvaiheessa sisältyy kuoreen ja vaikuttaa suoraan hakkuuun sekä hampaan tullessa tukkiin että poistuessaan siitä. Näiden ongelmien välttämiseksi on tarpeen kuoria tukit, mikä voidaan tehdä manuaalisesti tai erikoiskoneilla.
Jos tämä ei vieläkään ole mahdollista, on suositeltavaa ainakin pestä sakkatukki ja käyttää esileikkureita, jotka poistavat puun kuoren ennen sahanterää.
Alla on kuinka ammattimainen kuorija toimii. Vaikka investointi tällaiseen laitteeseen on merkittävä, hyödyt ovat myös oikeasuhteisia. Terän leikkausaika on mahdollista kaksin- tai kolminkertaistaa kahden teroituksen välillä ja vähentää merkittävästi terien vaurioita. Vannesahojen vaurioiden minimoimiseksi entisestään on suositeltavaa asentaa metallinpaljastin linjaan, varsinkin jos puut ovat peräisin alueilta, joilla taisteluita käytiin toisessa maailmansodassa.
Tiesitkö että?
Stellattu vannesahanterä voidaan teroittaa uudelleen noin 8-12 kertaa, minkä jälkeen uusi tähti on tarpeen. Uudelleenteroitusten määrä riippuu paljon sahausolosuhteista: puun puhtaudesta, kahden teroituksen välisen käyttötuntien määrästä, sahatun puun olemuksesta, teroituskoneen suorituskyvystä jne.
Piditkö tästä artikkelista?Tilaa uutiskirjeja saat uusimmat materiaalit sähköpostitse kerran kuukaudessa. Löydät meidät myös Facebookista!

Ottaa yhteyttä
Mekko:440122, Satu Mare, Aurel Vlaicu 102-106, Romania
Puhelin:+ 40-261-711511
Sähköposti:metamob@metamob.ro