
研ぎ(パート2)
この記事では、研ぎパラメータ、研ぎ中の安全対策、および刃の耐久性を高めて研ぎの頻度を減らす方法を紹介します。
歯形は用途に応じて選択されます。
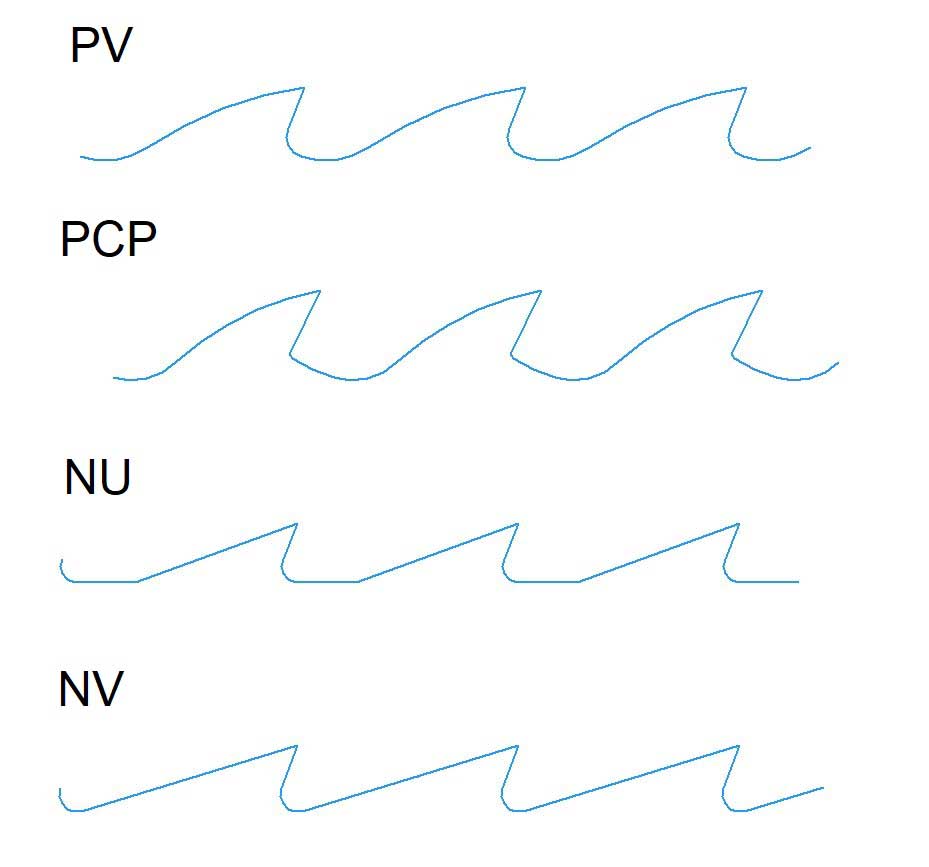 柔らかい木材の場合、良好なチップ圧縮を保証する PV タイプのプロファイルが推奨されます。
柔らかい木材の場合、良好なチップ圧縮を保証する PV タイプのプロファイルが推奨されます。- 広葉樹の場合、おがくずの良好な除去を保証する PCP タイプのプロファイルを提案します。
- スラット付きキャンバスの場合は、NU および NV プロファイルを使用することをお勧めします。
歯形の主な特徴は次のとおりです。
- 迎角;
- 歯の高さ;
- 歯のピッチ;
- 歯の裏側の角度;
- 歯のギャップ半径。
私たちの観点から、最も重要なパラメーターと、刃を研ぐときにクライアントが考慮すべきことは迎角です。これは、ハード エッセンスよりもソフト エッセンスの方が 4 ~ 5 度高く選択され、その間の値を持つことができます。帯鋸刃の幅に応じて 10 ~ 35 度。
実際には、切断中にフライホイールでブレードを動かすと、不正確な迎え角が観察されることがあります。どのように正確に?角度が小さすぎると、帯鋸がフライホイールに入りやすくなり、角度が大きすぎると、帯鋸がフライホイールから外れやすくなります。
歯の高さは、刃の耐久性だけでなく、カットの品質に影響を与える最も重要なパラメーターです。このパラメーターは、歯のギャップのサイズを決定します。これは、おがくずの除去に大きな影響を与えます。
したがって、歯のギャップが小さすぎると、切断中に大量のおがくずが発生するため、おがくずを正しく除去できません。これは、切った木材におがくずを置くとよくわかります。歯の高さが高く、歯の隙間が大きすぎると、おがくずを正しく取り除くのに役立ちますが、一方で、特に木材が凍結する冬には、切断中に歯が曲がったり折れたりするリスクが高まります.
歯のピッチは、切断する木材の種類、丸太のサイズまたは切断高さ、刃の速度、前進量/所望の切断速度に応じて選択されます。
これらのパラメータを知ることで、帯鋸刃の最適なピッチを正確に決定できます。
セラミックバインダーで本体を研ぐ場合の石の速度は、約 32 m/s、ボラゾンを使用したディスクの場合は約 40 m/s である必要があります。
より良い研ぎ品質と高い生産性を得るために、異なる研ぎ速度を選択できます。したがって、胸部および歯の空洞では、できるだけ滑らかな表面を得るために低速が好ましく、歯の裏側では高速を使用できます。
歯のくぼみを細かく研ぐことで、ひび割れのリスクを大幅に軽減します。
これらの調整は、それぞれ CNC 数値制御を備えた高性能研磨機で特に行うことができます。
詳細ここに。
Metamob では、自動 CNC 研磨機で研磨が行われ、歯のプロファイルの表面全体で行われます。研磨中の動きの運動学は、滑らかな表面とよく鋭いエッジを持つ均一な歯を得るのに貢献します。
研ぎの回数は、刃の摩耗の程度によって異なります。歯の空洞内の材料の過熱と硬化を引き起こす可能性のある過剰な研ぎの追加、および亀裂の主な原因である歯の空洞内のマルテンサイトの出現に注意を払う必要があります。
研いでいる間、石の摩耗により形状が変化し、ドレッサーを使用して定期的に修正する必要があります。この石の矯正は、石を元の形に戻すだけでなく、砥粒の切れ目を直す役割もあります。
当社のウェブサイトでは、に関する情報を見つけることができます砥石。
これらは研ぎに関する技術的な部分ですが、どの作業工程でもそうであるように、研ぐ際にも安全対策を講じる必要があります。従業員がさらされている危険から従業員を確実に保護するために、保護具を装備する必要があります。
個々の保護具には次のものがあります。
- 作業オーバーオールと保護靴。
- 聴覚保護および保護メガネ;
- 手袋と保護マスク。
作業を開始する前に、オペレーターは機械の状態、制御装置 (始動停止と移動方向の変更)、保護装置の有無と状態を確認します。
最大の関心事である「切断の耐久性と暗黙の生産性を向上させるにはどうすればよいか」という問題は取り残されました。
研ぎの頻度を減らし、刃の歯をより長く最適な形状に保つために、より耐久性の高いステライト歯の刃の使用をお勧めします。
星状丸太切断用帯鋸刃は、刃先にコバルトを主成分とするステライト※と呼ばれる合金を塗布した刃で、耐摩耗性を高めると同時に切断速度の高速化を実現しています。
これらの帯鋸刃は、次の場合に選択されます。
- 2回の研ぎの間にブレードの切断時間の増加が観察されたとき;
- 結果として得られる木材表面の品質 (粗さ) が非常に重要な場合。
- ハードウッドエッセンスをカットするとき;
- おがくずの損失が少ないことを目的とする場合。
- 凍った木材を切るとき。
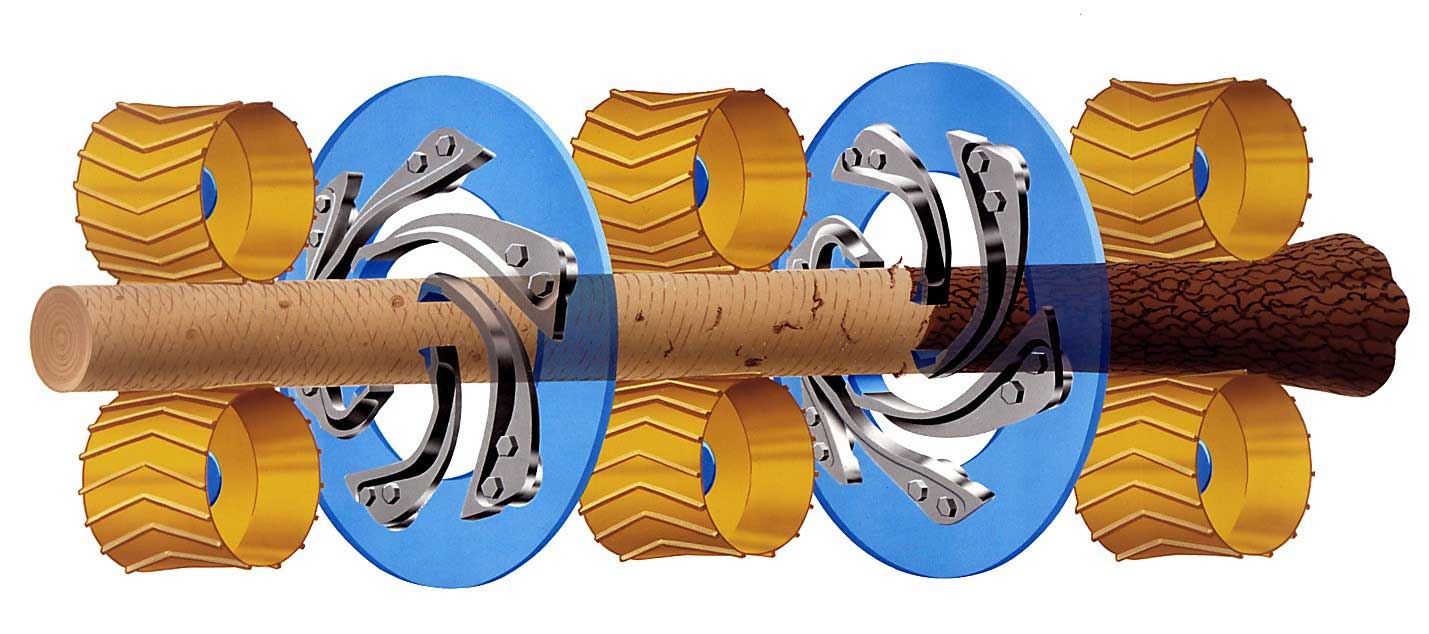
しかし、鋸の耐久性を高める最も重要な要素は、ログの剥離.木の樹皮には、非常に細かい砂から小石までの硬い粒子が含まれていることが知られています。泥は、木の成長過程で樹皮に含まれ、歯が丸太に入る時と出る時の両方で切断に直接影響します。これらの問題を回避するには、手動または特別な機械で丸太を剥がす必要があります。
それでも不可能な場合は、少なくとも丸太の堆積物を洗い流し、鋸刃の前で丸太の樹皮を取り除くプレカッターを使用することをお勧めします。
以下は、プロのピーラーがどのように機能するかです。このようなデバイスへの投資は重要ですが、そのメリットも比例します。 2 回の研ぎの間に刃の切断時間を 2 倍または 3 倍にすることができ、刃の損傷を大幅に減らすことができます。帯鋸への損傷をさらに最小限に抑えるために、特に丸太が第二次世界大戦で戦闘が行われた地域からのものである場合は、ラインに金属探知機を設置することをお勧めします。
知ってた?
星形帯鋸刃は、約 8 ~ 12 回再研磨できます。その後、新しい星形が必要になります。再研ぎの回数は、丸太がどれだけきれいか、次の研ぎまでの稼働時間、カットされた木材の本質、研ぎ機の性能など、切断条件に大きく左右されます。
この記事は気に入りましたか?ニュースレターを購読する月に1回、最新の資料をメールでお届けします。 Facebookでも私たちを見つけることができます!
