I den här artikeln kommer vi att presentera slipparametrarna, några säkerhetsåtgärder under slipningen och hur vi kan öka bladets hållbarhet och minska skärpningsfrekvensen.
Tandprofilen väljs enligt applikationen:
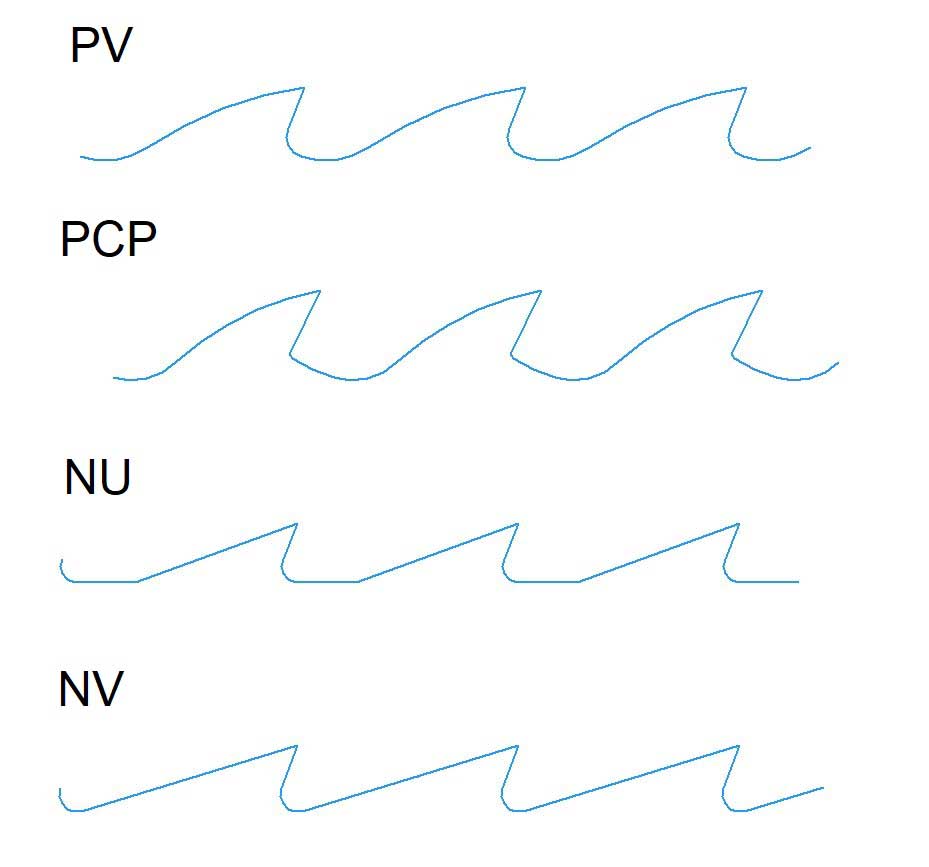 för mjukt trä rekommenderas profilen av PV-typ, vilket säkerställer en bra spånkomprimering;
för mjukt trä rekommenderas profilen av PV-typ, vilket säkerställer en bra spånkomprimering;- för lövträ föreslår vi profilen av PCP-typ, som säkerställer ett bra avlägsnande av sågspån;
- för lamelldukar rekommenderar vi att du använder profilerna NU och NV.
De viktigaste egenskaperna hos tandprofilen är:
- Angreppsvinkel;
- tandhöjd;
- tandstigning;
- vinkeln på baksidan av tanden;
- tandgapets radie.
Ur vår synvinkel är de viktigaste parametrarna och vad kunden bör ta hänsyn till vid slipning av bladen attackvinkeln, som väljs 4-5 grader högre för mjuk essens än för hård essens och kan ha värden mellan 10-35 grader beroende på bandsågsbladens bredd.
I praktiken kan en felaktig anfallsvinkel observeras genom att flytta bladet på svänghjulet under kapning. Hur exakt? Om vinkeln är för liten, tenderar bandsågen att gå in i svänghjulet och om vinkeln är för stor, tenderar bandsågen att lossna från svänghjulet.
Tandens höjd är den viktigaste parametern som påverkar snittets kvalitet samt bladets hållbarhet. Denna parameter bestämmer storleken på tandgapet, vilket i sin tur har stor inverkan på borttagningen av sågspån
En för liten tandspalt tillåter alltså inte korrekt borttagning av sågspån, på grund av den stora mängden sågspån som uppstår vid kapning. Detta syns bäst genom att placera sågspånet på det kapade virket. En högre tandhöjd och ett för stort tandgap hjälper till att ta bort sågspånet på rätt sätt, å andra sidan ökar risken för att tanden böjs eller går sönder vid kapning, speciellt vintertid när virket är fruset.
Tandstigningen väljs beroende på vilken träslag som skärs, stockarnas storlek eller klipphöjd, bladets hastighet och mängden frammatning/önskad skärhastighet.
Genom att känna till dessa parametrar kan vi exakt bestämma den optimala stigningen för bandsågsbladen.
Stenens hastighet för slipning av kroppar med keramiskt bindemedel måste vara cirka 32 m/s och för skivor med Borazon cirka 40 m/s.
För bättre skärpkvalitet och hög produktivitet kan olika skärphastigheter väljas. På bröstet och i tandhålan är alltså en lägre hastighet att föredra för att få en så jämn yta som möjligt och på baksidan av tanden kan högre hastigheter användas.
En finslipning i tandens hålighet minskar kraftigt risken för sprickor.
Dessa justeringar kan göras speciellt med högpresterande skärpmaskiner, respektive de med CNC numerisk styrning.
Detaljerhär.
Hos Metamob görs slipning på automatiska CNC-slipmaskiner och görs på hela ytan av tandprofilen, kinematiken i rörelserna under slipningen bidrar till att få en enhetlig tänder med slät yta och välslipade kanter.
Antalet slippass beror på graden av slitage på bladet. Vi måste vara uppmärksamma på överdrivna skärpningstillsatser som kan orsaka överhettning och härdning av materialet i tandhålan, respektive uppkomsten av martensit i tandhålan, vilket är den främsta orsaken till sprickor.
Under skärpningen, på grund av slitaget på stenen, ändrar den sin form och behöver periodvis korrigeras med hjälp av en byrå. Denna korrigering av stenen har till uppgift att inte bara återställa stenen till sin ursprungliga form utan också att fräscha upp snitten av slipgranulerna.
På vår hemsida kan du hitta information omslipstenar.
Det är de tekniska delarna som rör slipning, men som med alla arbetsprocesser måste du vidta säkerhetsåtgärder även under slipningen. För att säkerställa skyddet av anställda mot de faror som de utsätts för måste de vara utrustade med skyddsutrustning.
Den individuella skyddsutrustningen inkluderar följande:
- arbetsoveraller och skyddsskor;
- hörselskydd och skyddsglasögon;
- handskar och en skyddsmask.
Innan arbetet påbörjas kommer operatören att kontrollera maskinens tillstånd, kontrollanordningarna (start-stopp och ändra rörelseriktning), förekomsten och tillståndet för skyddsanordningarna.
Vi har lämnat bakom oss den fråga som väcker störst intresse: Hur kan vi öka hållbarheten på skärningen och implicit produktiviteten?
För att minska skärpningsfrekvensen och för att hålla bladets tänder i optimal form längre, rekommenderar vi att du använder blad med stellittänder, eftersom de är mer hållbara.
Bandsågblad för att kapa stockar med stellatänder är blad på vilka en legering som kallas stellite*, baserad på kobolt, appliceras på spetsen av tänderna, vilket har ökat slitstyrka och samtidigt tillåter högre skärhastigheter.
Dessa bandsågblad väljs i följande fall:
- när ökningen av skärtiden för bladet mellan två skärpningar observeras;
- när kvaliteten (råheten) på den resulterande virkesytan är mycket viktig;
- vid skärning av hårda träessenser;
- när det är avsett att förlusten i sågspån är liten;
- vid sågning av fruset trä.
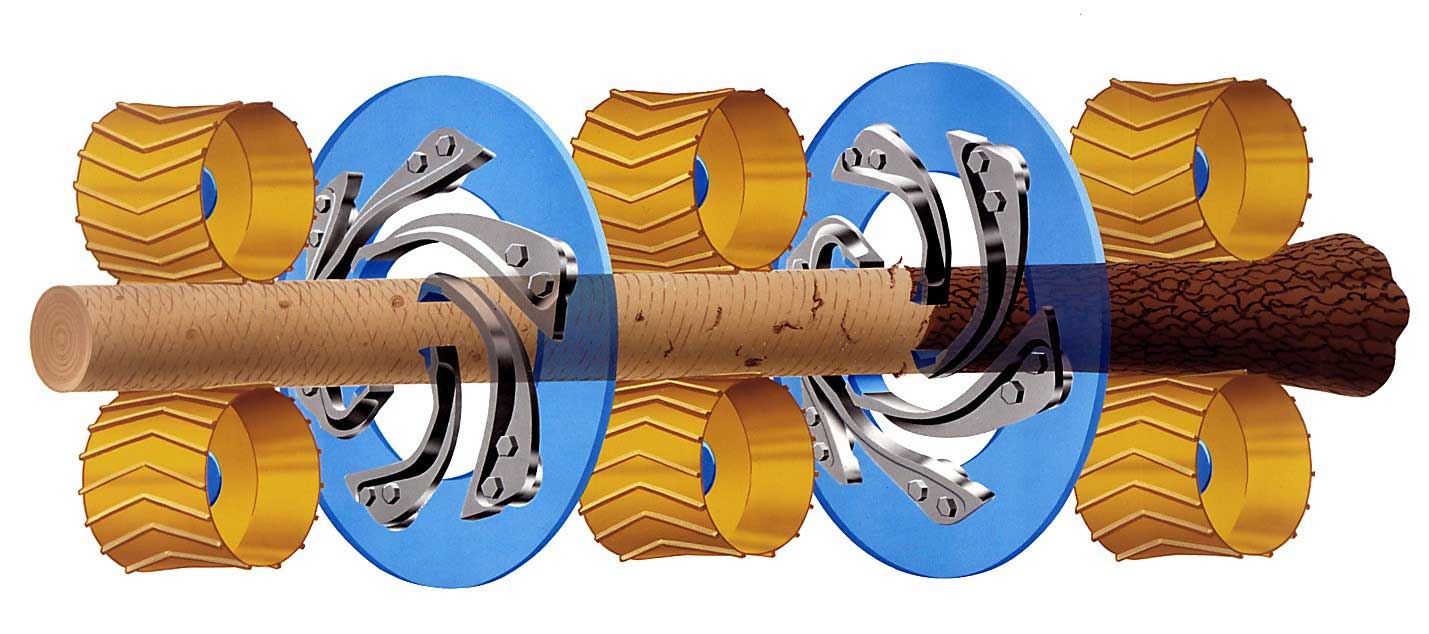
Men det viktigaste elementet som ökar sågens hållbarhet ärskalning av stocken. Det är känt att barken på träd innehåller hårda partiklar från mycket fin sand till småsten, lera som under trädtillväxten ingår i barken och direkt påverkar klippningen både när tanden kommer in i stocken och när den kommer ut. För att undvika dessa problem är det nödvändigt att skala stockarna, vilket kan göras manuellt eller med speciella maskiner.
Om detta fortfarande inte är möjligt rekommenderas det att åtminstone tvätta stocken på avlagringar och använda förskärare som tar bort barken från stocken före sågbladet.
Nedan ser du hur en professionell skalare fungerar. Även om investeringen i en sådan enhet är betydande, är fördelarna också proportionerliga. Det är möjligt att fördubbla eller tredubbla skärtiden för en kniv mellan två skärpningar och minska skadorna på knivarna avsevärt. För att ytterligare minimera skador på bandsågarna rekommenderas det att installera en metalldetektor i linjen, särskilt om stockarna kommer från områden där strider utkämpades under andra världskriget.
Visste du att?
Ett stellat bandsågblad kan slipas om cirka 8 - 12 gånger, varefter en ny stellation är nödvändig. Antalet slipningar beror mycket på kapningsförhållandena: hur ren stocken är, antalet driftstimmar mellan två slipningar, kärnan i det kapade virket, skärpmaskinens prestanda, etc.
Gillade du den här artikeln?Prenumerera på nyhetsbrevetoch du får det senaste materialet via e-post en gång i månaden. Du hittar oss även på Facebook!