


- Hem

- Produkter
- Breda bandsågsblad
- Breda bandsågsblad med utdragna tänder
Swaged tand Bandsågblad för kapning av stockar
Jämfört med fjäderbladen används dessa utskjutna tandblad alltmer av olika utrustning på grund av deras lägre underhållskostnader, minskade sågspånförlust och jämnare bearbetad yta. Svängning ökar tandens hårdhet med 7-8 HRC.
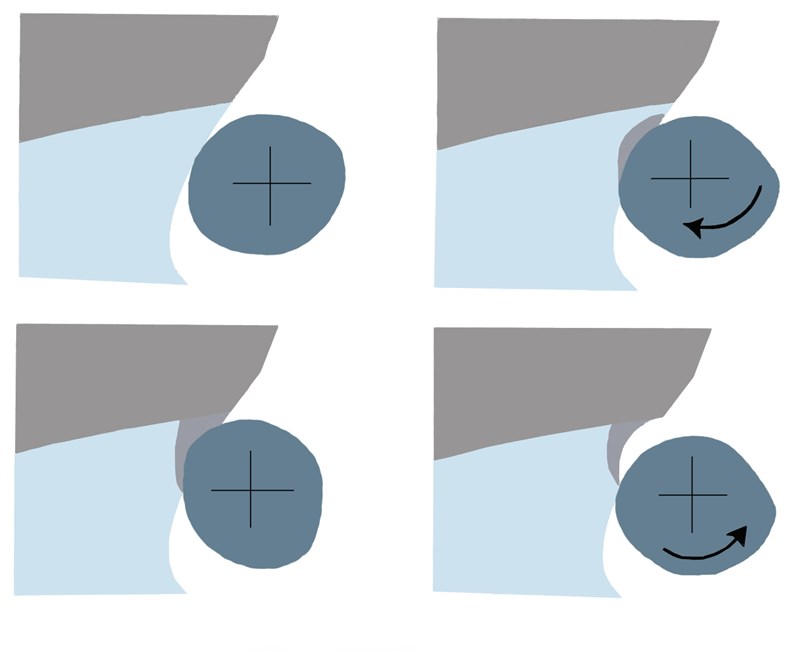
Tandsvängningen består av en utvidgning av både huvudskäregg och spånbärande yta (spånyta) för att öka skärets bredd. Detta görs genom excentrisk rullning av den spånbärande ytan med frigångsytan (flankytan) stött mot ett städ.
Bild: tandsvängningsfaser
 |
Utjämningen (sidformning) av de utdragna tänderna görs för att ge varje tand en identisk uppsättning, symmetrisk med bladets plan. En korrekt utjämning garanterar skärets precision. Denna operation görs genom korrigering eller sido-swaging.
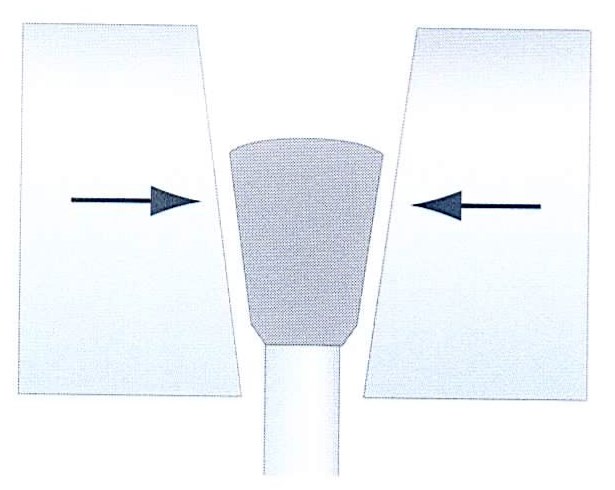 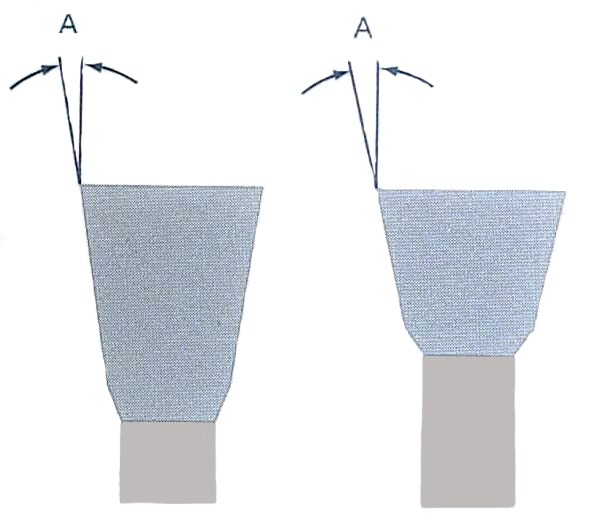 |
Metamob använder sidosvängning som en metod för att erhålla kallpressat material högst upp på tanden, vilket undviker att slipa material. Genom den här metoden, efter den sista slipningen, har tanden en solid svängd topp, som tål en tung belastning under vedkapningen.
Skruvade tänder kan slipas ungefär 4 till 6 gånger, varefter en ny svängning krävs.
Bandsågblad med svängda tänder kan beställas med parametrar som sträcker sig mellan:info
- Bredd: 60 till 300 mm
- Tjocklek: 1 till 3 mm
- Tandhöjd: från 10 mm uppåt
- Tonhöjd: 25 till 60 mm, beroende på tandform
Se ävenswaging-tjänster
Kontakt
Adress:440122, Satu Mare, Aurel Vlaicu 102-106, Rumänien
Telefon:+ 40-261-711511
E-post:metamob@metamob.ro