Síkegyengetés
Az a szalagfűrészlap karbantartási folyamat, melynek során a fűrészlap felületéről eltűntetik a helyi hibákat, mint például a domború, konkáv vagy konvex eltéréseket, melyek mérete meghaladhatja a terpesztés mértékét és súrolhatják a vágási rés falait.
A leírt alakváltozások beleütközhetnek a megvezetőkbe és letéríthetik a fűrészlapot a lendkerekekről. Legtöbbször a kitüremkedések a fűrészlap külső oldalán jelennek meg, amit a fűrészlap és lendkerekek közé bekerülő fűrészpor okoz.
A síkegyengetést a fűrészlap belső oldalán kezdik, majd a külsővel folytatják. Az ellenőrzést az ellenőrző vonalzóval végzik a fűrészlap hosszán majd szélességén. Az ellenőrző vonalzót kicsit megdöntve végigvezetik hosszában a fűrészlapon és megjegyzik a hibás részeket majd ugyanezt elvégzik keresztben is.
A domború hibák feltérképezéséhez szükséges egy fényforrás a vonalzó mögött.
A domborulatokat a kézi síkegyengetésnél kalapácsütésekkel lehet kijavítani, a kalapács speciális, feje ék alakú.
 A síkegyengetést és hengerlést minden élezés előtt le kell ellnőrizni és ha nem megfelelő el kell végezni. A két művelet összefüggő, ezért elvégzésük egyszerre ajánlott. A síkegyengetés időigényes, ezért javasolt a fűrészlapok ésszerű használata vagy automata gépek alkalmazása, amelyek kiszűrik és kijavítják a formai hibákat.
A síkegyengetést és hengerlést minden élezés előtt le kell ellnőrizni és ha nem megfelelő el kell végezni. A két művelet összefüggő, ezért elvégzésük egyszerre ajánlott. A síkegyengetés időigényes, ezért javasolt a fűrészlapok ésszerű használata vagy automata gépek alkalmazása, amelyek kiszűrik és kijavítják a formai hibákat.
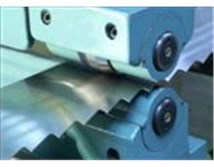
A szenzorok lemérik az eltérést részenként, a fűrészlap teljes hosszán és megadják a síkbeli eltéréseket, valamint a konkáv vagy konvex alakváltozásokat. A mért eredmények alapján, a görgőpár kijavítja a felületi hibákat. A mérés és javítás folytatódik egészen addig, ameddig az eltérések a kiválasztott határokon belül nem lesznek.
Az automata hengerlő- és síkegyengetőgépek mérik a feszültséget a fűrészlap teljes szélességén. A gép egészen addig dolgozik, ameddig a feszültség el nem éri a megfelelő értéket. A hengerlő- és egyengetőgépek a fűrészlap méretének, valamint a szükséges feszültség mértékének függvényében lehet beállítani.
Az automata gépek felügyelet nélkül el tudják végezni a beállított feladatokat és megállnak, ha elérték az előírt paramétereket.
Tudj meg többet a hátél ellenőrzésére szolgáló vonalzóról