


- Home

- Products
- Wide band saw blades
- Wide band saw blades with swaged teeth
Swaged tooth Bandsaw blades for cutting logs
Compared to the spring set blades, these swaged tooth blades are increasingly used by various equipments due to their lower maintainance costs, reduced sawdust loss and smoother processed surface. Swaging increases the tooth peak hardness by 7-8 HRC.
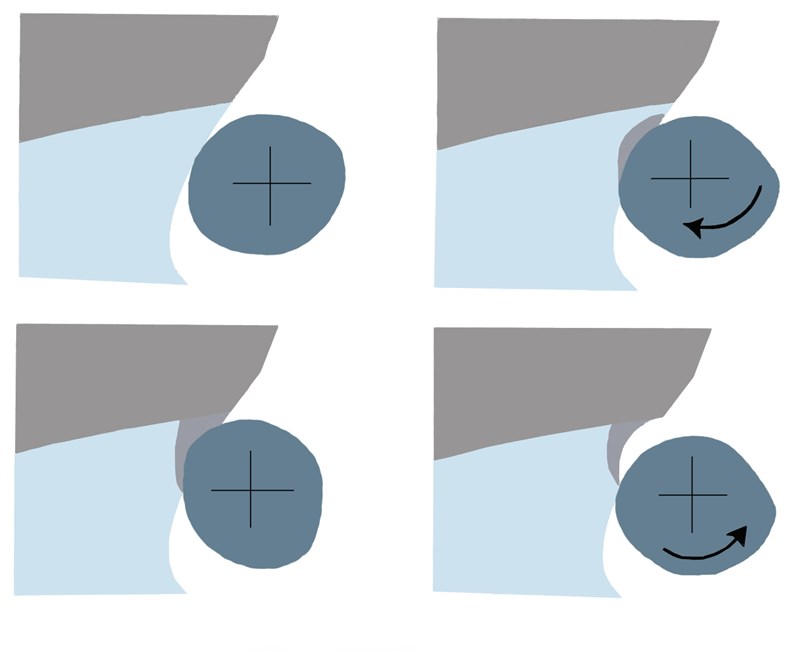
The tooth swaging consists of the widening of both the main cutting edge and chip bearing surface (rake surface) in order to increase the width of the cut. This is done by eccentrically rolling the chip bearing surface with the clearance surface (flank surface) propped against an anvil.
Picture: tooth swaging phases
 |
The equalising (side-shaping) of the swaged teeth is done in order to give each tooth an identical set, symmetrical to the plane of the blade. A correct equalising guarantees the precision of cut. This operation is done by rectification or side swaging.
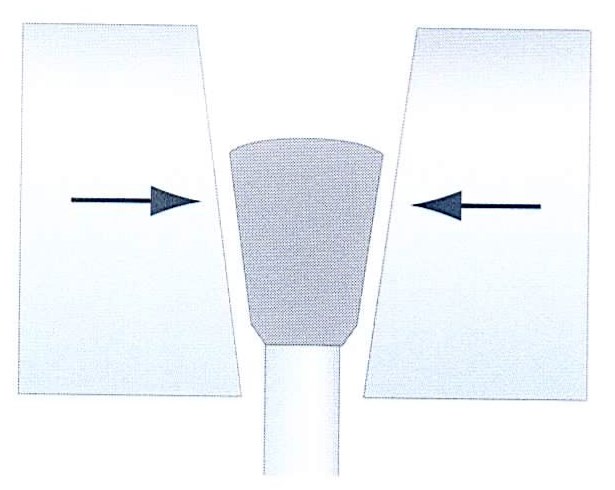 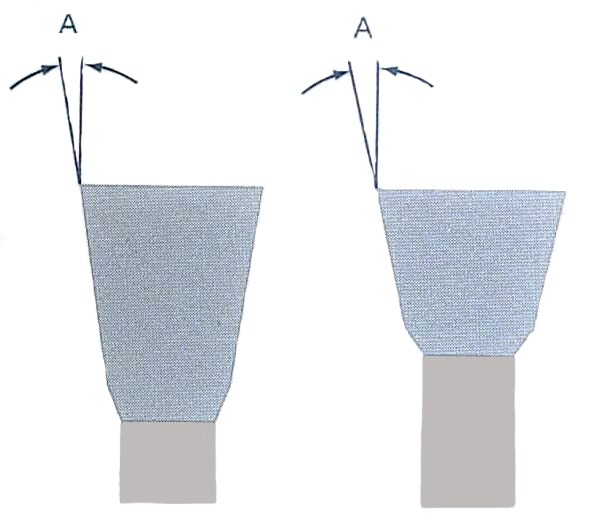 |
Metamob uses side swaging as a method to obtain cold-pressed material at the top of the tooth, avoiding grinding material loss. Through this method, after the final sharpening, the tooth has a solid swaged top, able to withstand a heavy load during the wood cutting process.
Swaged teeth can be sharpened for around 4 to 6 times, after which a new swaging is required.
Bandsaw blades with swaged teeth can be ordered with parameters ranging between:info
- Width: 60 to 300 mm
- Thickness: 1to 3 mm
- Tooth height: from 10 mm up
- Pitch: 25 to 60 mm, depending on tooth shape
See also swaging services
Contact
Adress: 440122, Satu Mare, Aurel Vlaicu 102-106, Romania
Phone: +40-261-711511
Email: metamob@metamob.ro